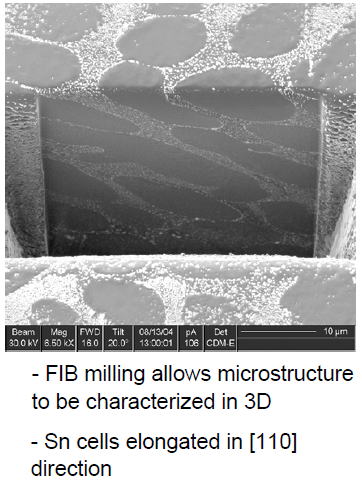
仢擬僒僀僋儖偲婡夿揑徴寕丂俀侽侽俆
侾丏彉榑
俀丏偼傫偩憡屳愙崌偺暔棟揑惈幙
俀丏侾丂偼傫偩偺慪惈曄宍
丂丂崀暁墳椡埲忋偱慪惈曄宍丄偦傟埲壓偼抏惈曄宍丅
丂丂崀暁墳椡埲忋偱偼傂偢傒峝壔偑惗偠傞丅
丂丂慪惈曄宍偼揮堏偡傋傝丄忋徃偐憃徎偱婲偒傞丅
丂丂俽値偼旕忢偵旕懳徧揑側俛俠俿乮倎亖倐亖俆丏俉俁値倣丆們亖俁丏侾俉値倣乯偱丄抦傜傟偰偄傞僗儀儕宯偼
丂丂丂乮侾侾侽乯乲侽侽侾乴丄乮侾侽侽乯乲侽侽侾乴丄乮侾侽侾乯乲侾侽侾乴丄乮侾俀侾乯乲侾侽侾乴
丂丂俽値偺傛偆偵妶摦偡傋傝宯偑彮側偄偲丄壏搙偑崅偄偁傞偄偼傂偢傒懍搙偑旕忢偵懍偄偲偒僗儀儕偑婲偒傞丄
丂丂俽値偺抦傜傟偰偄傞憃徎柺偲曽岦偼{俁侽侾}亙侾侽俁亜偲{侾侽侾}亙侾侽侾亜丅
丂丂儂儌儘僈僗壏搙乮俿乛俿倣乯偑侽丏俁亅侽丏係埲忋偱偼帪娫埶懚揑偵乭崀暁墳椡乭埲壓偱傕慪惈曄宍亅僋儕乕僾偑婲偒傞丅
丂丂椪奅偣傫抐墳椡埲忋偱揮堏僋儕乕僾偑丄埲壓偱奼嶶棳摦偑婲偒傞丅
丂丂嬥懏偺慪惈曄宍偼傂偢傒懍搙埶懚偟堦斒揑偵傂偢傒懍搙偲偲傕偵嫮搙憹壛丅
丂丂崅傂偢傒懍搙偱偼偡傋傝宯偑彮側偄偲憃徎偑婲偒堈偔側傞丅
丂丂丂亙曄宍婡峔恾亜

俀丏俀丂慪惈曄宍峔憿偺暅媽ristoration
丂丂慪惈曄宍偺暅媽
丂丂丂丂暔棟揑摿惈偑曄宍慜傊彊乆偵栠傞
丂丂丂丂摦揑暅媽乮曄宍拞偵婲偒傞乯偲惷揑暅媽乮曄宍屻偺徃壏乯
丂丂丂丂暅媽偼夞暅recovery乮棻峔憿偺栚偩偭偨曄壔側偟乯偲嵞寢徎recrystallization乮棻峔憿偺偼偭偒傝偟偨曄壔乯偱恑峴
丂丂丂丂暅媽屻偼揟宆揑偵偼堦條側棻惉挿偲崅搙偵慖戰揑側擇師嵞寢徎偑敽偆
丂丂丂亙暅媽偺柾幃恾亜

丂丂俽値婎俹倐僼儕乕偼傫偩偺暅媽偵偮偄偰偼忣曬偑彮側偄丅
丂丂俶俤乮嫟徎嬤朤乯俽俙俠偼壏搙僒僀僋儖偱嵞寢徎偡傞偙偲偑抦傜傟偰偄傞丅
俀丏俁丂偼傫偩憡屳愙崌偺攋夡條幃偲婡峔
丂丂偼傫偩憡屳愙崌偺攋夡條幃乮儌乕僪乯偼晧壸忦審偵埶懚丄摨偠攋夡婡峔乮婽楐偺妀惗惉偲恑揥乯偑
丂堎側傞攋夡儌乕僪傪堷偒婲偙偡摼傞丅
丂丂攋夡偼墑惈揑ductile偐惼惈揑brittle丅
丂丂惼惈攋夡偼掅壏偲崅傂偢傒懍搙偱偍偒堈偄丅
丂丂婎杮揑攋夡婡峔偼儅僀僋儘儃僀僪崌懱偲旀楯攋夡丅
俀丏俁丏侾丂儅僀僋儘儃僀僪崌懱
丂丂慪惈曄宍偵傛傞儅僀僋儘儃僀僪偺妀惗惉偲惉挿偲崌懱偵傛傞婽楐宍惉
丂丂儅僀僋儘儃僀僪崌懱偼墑惈攋夡偺揟宆揑婡峔
俀丏俁丏俀丂旀楯攋夡
丂丂旀楯偼孞曉偟晧壸偵傛傞崀暁墳椡埲壓偱偺攋夡
丂丂屆揟揑旀楯攋夡偲偼傫偩憡屳愙崌偺擬婡夿揑晧壸偵傛傞旀楯偼婡峔偑堎側傞丅
丂丂屆揟揑旀楯攋夡偼婽楐妀惗惉丄揱攄偺慜偵慪惈曄宍丄擬婡夿揑晧壸偱偺崅俽値偼傫偩憡屳愙崌攋夡偼
丂嵞寢徎桿婲旀楯攋夡偱嵞寢徎棻奅偵増偭偰婽楐妀惗惉丄惉挿丅
丂丂丂俙乯丂幒壏偱偺旀楯攋夡
丂丂旀楯攋夡偼俁抜奒丒丒丒婽楐妀惗惉丄婽楐惉挿丄攋夡
丂丂丂亙掅壏偱偺峆壏旀楯偺柾幃恾亜

丂丂丂俛乯丂擬僒僀僋儖
丂丂丂丂嵞寢徎偵傛傞棻奅栐偑婽楐偺妀惗惉偲揱攄応強偱棻娫攋夡丅
丂丂丂丂棻奅偺晄弮暔丄崌嬥惉暘丄戞俀憡偑棻娫攋夡傪懀恑丅
丂丂丂丂棻惉挿偁傞偄偼擇師嵞寢徎偑崅俽値憡屳愙崌旝嵶慻怐傪慹戝壔偝偣傞偲攋夡偼棻娫偲棻撪偺
丂丂丂崿崌儌乕僪偱婲偒摼傞丅
丂丂丂丂棻撪攋夡偺攋夡柺偼僼傽僙僢僩揑丅
俁丏擬婡夿揑媦傃婡夿揑晧壸偱偺晹昳婎斅偺怣棅惈帋尡
丂丂実懷揹巕惢昳偺怣棅惈
丂丂丂壏搙曄壔偱偺婎斅偺彅嵽椏偺擬朿挘棪俠俿俤嵎偵傛傞擬婡夿揑墳椡偵傛傞旀楯攋夡
丂丂丂棊壓側偳偺婡夿揑徴寕偵傛傞攋夡
丂俁丏侾丂擬婡夿晧壸偱偺俽俙俠憡屳愙崌
丂丂俠俿俤儈僗儅僢僠
丂丂丂丂曄宍搙丗儮兞丄俠俿俤嵎丗儮兛丄憡屳愙崌崅偝丗倛丄拞棫慄偐傜偺嫍棧丗俴
丂丂丂丂丂丂儮兞亖儮兛倶儮俿倶俴乛倛
丂丂丂亙墳椡亅傂偢傒僸僗僥儕僔僗嬋慄丄柺愊偼慪惈巇帠亜

丂丂摍壏乮掅壏乯僒僀僋儖晧壸仺懳徧僸僗僥儕僔僗
丂丂壏搙僒僀僋儖仺旕懳徧
丂丂丂壏搙偲偲傕偵嫮搙掅壓丄崅壏偱戝偒側曄宍丄掅壏偱彫偝側曄宍
丂丂崅俽値偼傫偩丂
丂丂丂摨儂儌儘僈僗壏搙偱傕嫮搙偼嫟徎俽値俹倐傛傝崅偔丄枵惈偑掅偄丅
丂丂丂擬僒僀僋儖偱僋儕乕僾偑婲偒傞丅
丂丂丂擬僒僀僋儖偱偺憡屳愙崌旝嵶峔憿偺恑揥丅
丂丂弶婜慻怐
丂丂丂崅孹妏棻奅偱嬫暿偝傟傞俀乣俆屄偺彮悢偺戝偒側俽値僐儘僯乕丅
丂丂丂僐儘僯乕棻奅撪晹偵偼堦條寢徎曽岦偺僙儖忬嬅屌峔憿偺俽値丅
丂丂丂俽値僙儖偺廃埻偵偼俠倳俇俽値俆丄俙倗俁俽値棻巕偑暘晍丅
丂丂丂亙曃岝憸偵傛傞俽値棻峔憿亜

丂丂墳椡偱婽楐妀惗惉偺慜偵旝嵶慻怐恑揥傪宱傞丅
丂丂偼傫偩愙崌偺擬僒僀僋儖偵傛傞墳椡暘晍偼晄嬒堦偱嬊晹曄宍偑婲偒丄偦偙偱偼嵞寢徎偑惗偠傞丅
丂丂嵞寢徎棻偺擬堎曽惈偱棻奅偵儅僀僋儘儃僀僪偺妀惗惉丄儅僀僋儘儃僀僪偺崌懱偲儅僋儘婽楐壔丄婽楐偺揱攄偑婲偒傞丅
丂丂丂亙嵞寢徎峔憿亜

丂丂丂亙嵞寢徎棻奅偵巆偭偨俠倳俇俽値俆丄俙倗俁俽値棻巕亜

仏僙儖忬慻怐偼惉挿曽岦偵捈岎偡傞抐柺偱尒傟偽僙儖乮嵶朎乯忬柾條偩偑丄惉挿曽岦偵暯峴側曽岦偼
丂挿偔怢傃偨宍忬偲側傞丅
丂Kang IBM丂乮嶲峫恾乯
丂
俁丏俀丂婡夿徴寕晧壸偱偺俽俙俠憡屳愙崌
丂丂実懷揹巕惢昳偺棊壓偱徴寕偼鉃懱偐傜婎斅偵揱払偟婎斅偺戝偒側嬋偘偲怳摦傪堷偒婲偙偡丅
丂丂俰俤俢俤俠丂俰俤俽俢俀俀亅俛侾侾侾偵婎斅儗儀儖棊壓帋尡偑昗弨壔丅
丂丂婎斅偼巟帩僕僌偱巟帩偝傟僈僀僪丒儗乕儖偵増偭偰惂屼偝傟偰棊壓丅婎斅偼帺桼偵嬋偘偆傞偺偱
丂庬乆偺儌乕僪偺帺慠廃攇悢偺嬋偘敪惗丅
丂丂丂亙棊壓帋尡偵傛傞俁偮偺尠挊側帺慠儌乕僪亜

丂丂丂亙婎斅偺廲傂偢傒攇宍亜

丂乮倎乯棊壓屻偺傂偢傒攇宍丄乮倐乯崅廃攇悢偺帺慠儌乕僪偵傛傞傂偢傒攇宍
丂丂嫄帇揑怳摦偼掅廃攇悢偺帺慠儌乕僪偵傛傝丄崅廃攇悢怳摦偼戝偒側傂偢傒偵杽傕傟偰偄傞丅
丂擬婡夿揑晧壸偲婡夿揑晧壸偺堘偄
丂丂壏搙偲曄宍懍搙
丂丂丂擬僒僀僋儖偱偼曄宍懍搙侾侽亅係乣侾侽亅俀乛倱
丂丂丂棊壓帋尡偱偼栺侾侽俁乛倱
丂丂丂亙榗懍搙墳摎惈亜

丂丂棊壓帋尡偱偺偼傫偩偺棳摦墳椡偼擬僒僀僋儖傛傝俀丆俁攞崅偄丅
丂丂崅曄宍懍搙偱偼偼傫偩憡屳愙崌偺嫮搙偑憹壛偟丄奅柺偱偺墳椡偑惼偄俬俵俠憌攋夡嫮搙傪挻偊傞丅
丂丂僶儖僋偼傫偩偼尠挊偵偼慪惈曄宍偣偢丄嵞寢徎偼娤嶡偝傟側偄丅
丂丂傂偢傒懍搙偑憹壛偡傞偲憃徎婡峔偑妶敪偲側傝丄憡屳愙崌椞堟偺崅墳椡晹偵憃徎偑娤嶡偝傟傞丅
仢偼傫偩憡屳愙崌偺嵞寢徎巟墖婽楐偺攋夡婡峔
俀丏丂俽値儕僢僠偼傫偩憡屳愙懕偺嬅屌忋偑傝旝嵶慻怐
丂丂俽俙俠偺嫟徎慻惉偼俽値亅俁丏俆俙倗亅侽丏俉俠倳晅嬤偲偝傟傞偑丄嵟傕傛偔巊梡偝傟傞俽値亅俁丏侽俙倗亅侽丏俆俠倳偼垷嫟徎偱偁傞丅
丂丂垷嫟徎偱偼兝俽値乮俽値儕僢僠憡乯偑弶徎偱偁傞偑丄嫟徎嬤朤崌嬥偼崅俽値乮俽値亜俋俆亾乯側偨傔嬅屌偲惗偠傞旝嵶慻怐偼
丂兝俽値偑弶憡偱偁傠偆偲側偐傠偆偲丄兝俽値偺嬅屌偺塭嬁傪挊偟偔庴偗傞丅
丂丂愙怗偡傞嬥懏偺梟夝偼偼傫偩慻惉傪曄壔偝偣嬅屌偵塭嬁偡傞丅
丂丂嬅屌晹偺抐柺偱僐儞僩儔僗僩偺堘偆椞堟偺嫬偼崅孹妏棻奅乮侾俆亱埲忋乯偱丄堦偮堦偮偺寢徎棻偼堦條側曽岦偺僙儖忬慻怐傛傝側傝丄
丂偙偺僙儖忬慻怐偼彫孹妏棻奅乮俆亱埲壓乯傪側偟偰偄傞丅
丂丂偙偺傛偆偵捠忢偼傫偩憡屳愙崌晹偼堦條側曽岦偺僙儖忬慻怐傛傝側傞彮悢屄偺寢徎棻乮捠忢孹妏侾俆亱埲忋乯傛傝側偭偰偄傞丅
丂丂丂亙俶俤俽俙俠偺嬅屌忋偑傝旝嵶峔憿亜

丂丂僙儖忬慻怐偺懠僨儞僪儔僀僩宍懺乮儌儖僼僅儘僕乕乯傕惗偠傞丅儌儖僼僅儘僕乕偼嬅屌忦審丄偼傫偩慻惉偵埶懚偡傞丅
丂丂偼傫偩偺検偼嬅屌偱宍惉偝傟傞旝嵶慻怐偵塭嬁偟丄戝偼傫偩検偱偼僨儞僪儔僀僩慻怐偑惗偠傗偡偄丅
丂丂僷僢僪嬥懏偺塭嬁偱偼俶倝偼崅俽値偼傫偩傊偺梟夝検偑彮側偔偡傋偰奅柺偺嬥懏娫壔崌暔憌宍惉偵徚旓偝傟傞偑丄俠倳偺梟夝検偼懡偔丄
丂偼傫偩慻惉傪曄壔偝偣弶徎傪俠倳俇俽値俆偵曄壔偝偣丄旝嵶慻怐偵乮榋曽徎乯摏忬偁傞偄偼娵朹忬偺俠倳俇俽値俆偑尒傜傟傞丅
丂丂偙偺寢壥旕惍崌側俠倳俇俽値俆偲俽値儅僩儕僋僗偺崅孹妏棻奅偼嵞寢徎偺妀惗惉偺傛偄僒僀僩偲側傞丅乮愅弌桿婲嵞寢徎乯
丂丂幚嵺偺嬅屌偼暯峵嬅屌偐傜偢傟丄夁椻媝偵傛傝垷嫟徎偱傕俙倗俁俽値偁傞偄偼俠倳俇俽値俆偑弶徎偲偟偰愅弌偟傗偡偄丅
丂丂偦偺嵺丄僷僢働乕僕偁傞偄偼俹倂俛懁奅柺傛傝梟梈晹偺帺桼昞柺丄摿偵塼懱昞柺偺巁壔暔側偳偑奅柺傛傝妀惗惉僒僀僩偲側傝傗偡偄丅
丂丂丂亙弶徎俠倳俇俽値俆偺徎弌忬懺亜

丂丂傑偨俽値偺夁椻媝偑戝偒偄偙偲偑憡屳愙崌晹偺俽値寢徎棻偺彮側偄帠偺堦偮偺棟桼偱偁傞丅
丂丂峏偵椬傝崌偆寢徎棻偼憃徎偱偁傞偙偲偑懡偔丄寢徎曽埵嵎乮孹妏乯偼栺俇侽亱傪帵偡帠偑懡偔丄偙傟偼偙傟傜寢徎偑
丂嫟捠側妀偐傜惗偠偰偄傞偙偲傪帵嵈偡傞丅
丂丂埲忋偐傜傢偐傞傛偆偵偼傫偩憡屳愙崌偺婡夿揑嫇摦偼捠忢偺懡寢徎嵽椏偲旕忢偵堎側傞丅
丂丂俽値儕僢僠憡偺尠挊側堎曽揑嫇摦偼旕忢偵旕堦條側曄宍偲撪晹墳椡傪偼傫偩愙崌偵堷偒婲偙偡丅
丂丂峏偵嬅屌忋偑傝慻怐偼崅孹妏棻奅偑側偄偨傔棻奅婽楐偑婲偒側偄丅
丂丂墳椡報壛偱攋夡偑揱攄偡傞慜偵旝嵶峔憿恑揥傪宱傞丅
丂丂嬅屌偱宍惉偝傟偨旝嵶峔憿偼埨掕偱側偔惢昳摦嶌拞偵柧傜偐偵曄壔偡傞丅
俁丏丂夞暅偲嵞寢徎偺栶妱
丂丂擬僒僀僋儖偱偼慡壏搙斖埻偑偼傫偩偺侽丏俁乣侽丏係儂儌儘僈僗壏搙埲忋側偺偱掅壏偁傞偄偼崅壏偱偺曐帩帪娫偱
丂奼嶶僋儕乕僾夁掱偱抏惈曄宍偑旕抏惈曄宍壔偡傞丅
丂丂旝嵶峔憿曄壔偺奐巒偼偼傫偩憡屳愙崌偺崅搙側旕堦條暘晍偺偨傔嬊嵼壔偡傞丅
丂丂墳椡廤拞晹偺旝嵶慻怐偺恑揥偼僙儖忬嬅屌慻怐偺彊乆偺恑揥偱奐巒偟偁傞帪娫偱旝嵶峔憿偼嵞寢徎偱晄楢懕揑偵
丂曄壔偡傞丅
俁丏侾丂俽値儕僢僠偼傫偩崌嬥偺暅媽Restoration
丂丂崅弮搙俽値偺僋儕乕僾尋媶偵傛傞偲俽値偺愊憌寚娮僄僱儖僊乕偼崅偄偺偱丄俽値儕僢僠偼傫偩偼夞暅傪婲偙偟傗偡偄偲巚傢傟傞丅
丂丂俶俤俽俙俠偱傕夞暅偼桳岠偱偁傞偲巚傢傟傞丅
丂丂堦曽俶俤俽俙俠憡屳愙崌偼僷儚乕丒僒僀僋儖忦審乮幒壏偲侾俀俆亷乯偲壏搙曄壔乮亅係俆亷偲侾俀俆亷乯偵傛傞摦揑晧壸偱嵞寢徎偡傞丅
丂丂俶俤俽俙俠偼傫偩憡屳愙崌偼夞暅傛傝傂偢傒峝壔偑傛傝桳岠側摦揑晧壸忦審偱偺傒嵞寢徎偡傞傛偆偵巚傢傟傞丅
丂丂丂亙擬僒僀僋儖偺憡屳愙懕晹偺嵞寢徎慻怐亜
丂丂

俁丏俀丂弶婜抜奒丗夞暅岠壥偲旝嵶峔憿偺慹戝壔
丂丂僒僀僋儖摉偨傝偺慪惈曄宍偑彫偝偄寢壥丄俹倂俛懁奅柺椞堟偺旝嵶峔憿恑揥偑僷僢働乕僕懁憡屳愙崌偺恑揥傛傝旕忢偵抶偄丅
丂丂攋夡傑偱擬僒僀僋儖偟偰傕曄宍偑彮側偄拞娫晹偱偼弶婜偺俽値儕僢僠憡偺僙儖峔憿偑擣傔傜傟傞乲乮倐乯乴偑丄
丂墳椡廤拞椞堟偱偼俽値僙儖偼彊乆偵崌懱偟俬俵俠棻巕偼慹戝壔偡傞偙偲偱嵞攝楍偟巒傔傞丅乲乮們乯乣乮倓乯乴
丂丂俽値僙儖廃曈偺嫟徎峔憿偼彊乆偵徚幐偟丄夞暅偵傛傞掅孹妏棻奅偑弌尰偡傞丅
丂丂偙傟傜偺曄壔偼擬僒僀僋儖帋尡偺弶婜乮俆侽乣悢昐僒僀僋儖乯偵巒傑傞偺偑娤嶡偝傟傞丅
丂丂俬俵俠棻巕偺慹戝壔偼崅孹妏棻奅嬤偔偺椞堟偱嫮偔丄掅孹妏棻奅嬤偔偺椞堟偱偼埶慠旝嵶棻巕傪娷傓丅
丂丂偙傟傛傝崅孹妏棻奅偵増偭偰偺奼嶶偑掅孹妏棻奅偵増偭偰傛傝旕忢偵懍偄偲巚傢傟傞丅
丂丂丂亙擬僒僀僋儖偱攋夡偟偨偼傫偩憡屳愙崌亜


俁丏俁丂屻婜抜奒丗嵞寢徎偵傛傞慻怐曄宍
丂丂峏側傞擬僒僀僋儖偱旝嵶峔憿偼彊乆偵偙偺椞堟偑嵞寢徎偱晄楢懕偵摍幉棻峔憿偵曄壔偡傞傑偱恑揥偟懕偗傞丅
丂丂偙偺曄壔偼嵟弶僷僢働乕僕懁偺偼傫偩憡屳愙崌偺抂椞堟偱娤嶡偝傟傞丅
丂丂嵞寢徎奐巒偱嵞寢徎懱愊偼僷僢働乕僕懁奅柺偺憡屳愙崌晹傪墶愗偭偰彊乆偵抂偐傜拞墰偵峀偑傞丅丂
丂丂嵞寢徎偺愽暁婜娫偼摨偠晧壸忦審偱傕憡屳愙崌丄僷僢働乕僕偵傛偭偰尠挊偵堎側傞丅
丂丂憡屳愙崌偺僷僢働乕僕懁奅柺偺婽楐椞堟偼崅寢徎曽埵嵎傪帵偟丄崅孹妏棻奅偼婽楐宱楬偵旕忢偵愙嬤偟偰埵抲偟偰偄傞丅
丂丂堦斒揑偵崅寢徎曽埵嵎偼婽楐椞堟偐傜棧傟傞偲彫偝偔側傞丅乮壓恾乯
丂丂婽楐偼嵞寢徎椞堟偺奜偵偼傔偭偨偵揱攄偟側偄丅
丂丂丂亙擬僒僀僋儖偱偺婽楐揱攄忬懺亜

丂

係丏丂嵞寢徎偼傫偩憡屳愙崌晹偺婽楐
丂丂丂亙擬僒僀僋儖悢偲婽楐挿偝亜

丂丂俛俧俙偱偼擬僒僀僋儖偱婽楐偺妀惗惉偼曐帩帪娫丄徃崀壏懍搙偵娭學側偔斾妑揑嫹偄斖埻丄栺侾侽侽侽乣侾俆侽侽僒僀僋儖偱婲偒傞丅
丂丂偟偐偟嵞寢徎偺塭嬁偺側偄婽楐揱攄懍搙偼旕忢偵抶偄丅
丂丂偙偺傛偆偵擬婡夿揑旀楯偺庡梫側攋夡婡峔偼婽楐偺妀惗惉偲棻娫揱攄傪壜擻偲偡傞嵞寢徎偵傛傞
丂楢懕揑棻娫僱僢僩儚乕僋偺宍惉傪娷傓丅
丂丂丂亙嵞寢徎棻娫婽楐揱攄亜

丂丂丂亙攋抐柺丒丒丒晹昳懁亜


丂丂嵞寢徎棻娫婽楐揱攄偺寢壥丄攋柺偼棻忬奜娤傪帵偡丅
丂丂旀楯僗僩儕僄乕僔儑儞乮嬝乯偑偲偒偳偒尒傜傟傞丅
丂丂棻娫揱攄偺搒崌偑椙偔側偄偲婽楐偼棻撪傪揱攄偟偆傞偙偲傪帵偡丅
丂丂俽値寢徎偺婡夿揑堎曽惈偑棻奅偵増偭偰偺儅僀僋儘儃僀僪揱攄傪懀恑偡傞丅
丂丂俽値寢徎偺擬朿挘學悢偼乲侾侽侽乴亖乲侽侾侽乴曽岦偑乲侽侾侾乴曽岦偺栺俀攞偱偁傞丅
丂丂婽楐妀惗惉偼嵞寢徎偵傛傞旝嵶峔憿曄壔慜屻偵婲偒摼傞偑丄嵞寢徎偵傛傞棻奅僱僢僩儚乕僋宍惉偑
丂揹婥揑偵攋夡偡傞憡屳愙崌偺婽楐揱攄偵塭嬁偡傞
丂丂俽値儕僢僠偼傫偩憡屳愙崌偺婽楐偼嵞寢徎懍搙偵傛傝惂屼偝傟傞偙偲偑柧敀丅
丂丂埲忋傛傝
丂丂丂婽楐妀惗惉偼庡偵晧壸孞傝曉偟悢偵埶懚偟丄晧壸忦審偺僷儔儊乕僞偲峔憿摿挜丄恑揥偵斾妑揑旕晀姶丅
丂丂丂婽楐揱攄懍搙偼嵞寢徎椞堟偺奼戝懍搙偵埶懚丅偡側傢偪偼傫偩愙崌偺庻柦偼庡偵嵞寢徎偺奐巒偲奼戝
丂偵惂屼偝傟傞丅
摦揑嵞寢徎



僷儚乕丒僒僀僋儖偲擬徴寕帋尡
丂丂擬徴寕帋尡偲僷儚乕丒僒僀僋儖乮捠揹乯帋尡偺嵎
丂丂丂掅壏忦審偼擬徴寕傛傝僷儚乕丒僒僀僋儖偑偐側傝崅偄丅
丂丂丂僷儚乕丒僒僀僋儖偱偼揹棳偺棳傟偑僄儗僋僩儘丒儅僀僌儗乕僔儑儞傪堷偒婲偙偡丅
丂丂丂僷儚乕丒僒僀僋儖偱偼擬偼嬊晹揑偵晹昳偐傜敪惗丅
丂丂偦偺寢壥丄僷儚乕丒僒僀僋儖偱偼
丂丂丂暯嬒壏搙偑崅偄偨傔丄擬徴寕傛傝憗偔嵞寢徎偑婲偒傞丅
丂丂丂僄儗僋僩儘丒儅僀僌儗乕僔儑儞偵傛傝傾僲乕僪懁偺俬俵俠惉挿偑懀恑偝傟傞丅
丂丂幚尡偼憓擖宆僷儚乕丒僟僀僆乕僪丄偼傫偩俽俙俠俁侽俆
丂丂捠揹偼俉俙丄俇俆侽倱僆儞丄俁俆侽倱僆僼丄栺侾侽侽侽俙乛們倣俀
丂丂偙傟偵傛傞壏搙曄壔偼栺俁侽亷乣侾俀侽亷
丂丂擬徴寕偼亅係侽亷偐傜侾俀俆亷偱侾侽暘曐帩
丂丂丂亙偼傫偩愙崌晹偲揹棳曽岦亜

丂丂丂亙嬅屌屻慻怐亜

丂丂崅孹妏棻奅偱嬫暿偝傟傞悢屄偺戝偒側俽値僐儘僯乕傛傝側傞丅
丂丂崅孹妏棻奅偼晹昳揹嬌偁傞偄偼婎斅僷僢僪偵暯峴側偙偲偼傎偲傫偳側偄丅
丂丂丂亙僷儚乕丒僒僀僋儖丂侾侽侽侽們亜

丂丂棻峔憿偑曄壔偟懡悢偺摍幉棻偑懚嵼偟丄嵞寢徎偑婲偒偨偙偲傪帵偡丅
丂丂婽楐妀惗惉丄揱攄偵搒崌偺椙偄楢懕揑棻奅僱僢僩儚乕僋偑懚嵼丅
丂丂嵞寢徎棻娫嫬奅偵増偭偰偺嵞寢徎峔憿偵婽楐揱攄偑尒傜傟傞丅
丂丂丂亙僷儚乕丒僒僀僋儖丂俁侽侽侽們亜

丂丂嵞寢徎椞堟偑奼戝偟丄婽楐偑峏偵揱攄丅
丂丂俬俵俠憌岤傒憹壛丅
丂丂丂亙擬徴寕丂侾侽侽侽們亜

丂丂丂亙擬徴寕丂俀侽侽侽們亜

丂丂擬徴寕傕傎偲傫偳摨條偩偑丄攋夡偼彮偟抶偔婲偒傞丅
丂丂丂亙擬徴寕丂俁侽侽侽們亜

丂丂僷儚乕丒僒僀僋儖偲擬徴寕偺戝偒側嵎堎偼僷儚乕丒僒僀僋儖偑尠挊偵擬僒僀僋儖傛傝
丂俬俵俠憌偑岤偄偙偲丅
丂丂僷儚乕丒僒僀僋儖偼栺俁侽乣侾俀侽亷偩偑擬徴寕偼亅係侽乣侾俀俆亷偱嵟掅壏搙偺偼偦傟偧傟
丂侽丏俇俀俿倣偲侽丏係俉俿倣偱偙傟偑塭嬁丅
丂丂椉帋尡偲傕攋夡婡峔偼摨偠偩偑旝嵶峔憿曄壔偼僷儚乕僒僀僋儖偑擬徴寕傛傝懍偔婲偒傞丅
丂丂偙傟偼
丂丂丂嵟掅壏搙偺堘偄丄偦傟偧傟侽丏俇俀俿倣偲侽丏係俉俿倣丅
丂丂丂揹婥揑棳傟偑嵞寢徎懍搙榑偵塭嬁丅
丂丂丂晹昳偺壛擬偑僷儚乕僒僀僋儖偑偐側傝嬊晹揑
丂側偙偲偵傛傞丅
丂丂僶儖僋偼傫偩偺旝嵶峔憿曄壔偵壛偊偰俬俵俠惉挿偵尠挊側嵎偑偁傞丅
丂丂丂亙擬徴寕偱偺俠倳俇俽値俆岤偝丒丒丒晹昳懁偲婎斅懁亜

丂丂丂亙僷儚乕僒僀僋儖偱偺俠倳俁俽値偲俠倳俇俽値俆偺岤偝亜

丂丂擬徴寕偱偼俠倳俁俽値偼旕忢偵敄偔偙傟偼暯嬒壏搙偺掅偝偵娭學丄僷儚乕僒僀僋儖
丂偱偼傛傝惉挿偟傗偡偄丅
丂丂俠倳俇俽値俆偼暯嬒壏搙偑崅偄偺偱僷儚乕僒僀僋儖偑惉挿偟傗偡偄丅
丂丂俀偮偺帋尡偺嵎偼僷儚乕丒僒僀僋儖偺暯嬒壏搙偑崅偄偙偲偵傛傞丅
丂丂俠倳俇俽値俆偼僷儚乕僒僀僋儖偱偼偄偮傕傾僲乕僪懁偑岤偄偑偙傟偼揹棳偺棳傟曽岦偺岠壥丅
丂丂僷儚乕僒僀僋儖偱偼婎斅懁偑偄偮傕俠倳俁俽値偑敄偄丅
丂丂丂亙僷儚乕僒僀僋儖丂俁侽侽侽們亜

丂丂峆壏傾僯乕儖偱偼偨偲偊偽侾俆侽亷偱偼俠倳俁俽値偼憤俬俵俠偲俁丗俆丄偮傑傝俠倳俁俽値偑岤偄丅
丂丂僷儚乕僒僀僋儖偱偼偨偲偊偽俁侽侽侽僒僀僋儖偱俠倳俁俽値偼憤俬俵俠偲侾丗俇丄偙傟偼暯嬒壏搙
丂偑掅偄偙偲偵傛傞偑僄儗僋僩儘儅僀僌儗乕僔儑儞偵傕傛傞丅
丂丂俽値偺僄儗僋僩儘儅僀僌儗乕僔儑儞偑傾僲乕僪偱偺俠倳俇俽値俆岤傒偲俠倳俁俽値惉挿偵塭嬁丅
嬥懏妛揑場巕丂
俁丏丂憡屳愙崌旝嵶峔憿偲偦偺恑揥
俁丏侾丂嬅屌
丂丂懡偔偺俹倐僼儕乕偼傫偩偼俀丆俁偺庡梫偍傛傃彮検偺揧壛惉暘偐傜側傞崅俽値崌嬥側偺偱嬅屌嫇摦偼
丂俽値偵巟攝偝傟傞丅
丂丂嬅屌偺巒傔偵弶棻偑宍惉偝傟偦偺宍懺偑嫮偔嬅屌峔憿偵塭嬁偡傞丅
丂丂俽俙俠偱偼弶徎偼慻惉偵傛傝兝俽値丄俠倳俇俽値俆偁傞偄偼俙倗俁俽値偺偳傟偐偱偁傝偆傞丅
丂丂嬅屌偼懡偔偼晹昳偐俹倂俛懁奅柺偐傜巒傑傞偑丄梟梈偼傫偩昞柺偺巁壔暔憌傗晄弮暔棻巕傕傑偨妀惗惉
丂応強偲偟偰摥偔丅
丂丂捠忢丄嬅屌偱惉挿忦審偵傛傝僙儖忬偁傞偄偼僨儞僪儔僀僩峔憿偑宍惉偝傟傞丅
丂丂俽値侽丏俆俙倗侽丏俆俠倳偺椺

丂丂俽値偺僙儖忬峔憿偱堎側傞寢徎曽埵偺俀丆俁偺僐儘僯乕傛傝宍惉丅乮僐儘僯乕娫偼崅孹妏棻奅乯
丂丂僐儘僯乕椞堟帺懱偼偦偺棻奅偑掅孹妏棻奅偺僙儖偐傜側傞丅
丂丂懠偺拲栚偡傋偒揰偼彮検惉暘偺嫇摦偱偁傞丅
丂丂嵟屻偵嬅屌偡傞塼懱晹暘偼僐儘僯乕娫偺崅孹妏棻奅偱丄偦偙偵偼傎偲傫偳偺晄弮暔偑懚嵼偡傞丅
丂丂俙倳偑曐岇憌偲偟偰宍惉偝傟傞偲崅孹妏棻奅偵彫偝側恓忬俙倳俽値係俬俵俠棻巕偲偟偰晉壔偡傞丅
俁丆俀丂嬅屌峔憿偲愙怗嬥懏梟夝偺岠壥
丂丂揟宆揑俽俙俠偺嬅屌峔憿偼戝偒側俽値弶徎棻偺娫偵彫偝側俠倳俇俽値俆偲俙倗俁俽値憡偑暘嶶偟偨僙儖忬偱偁傞丅
丂丂柍揹夝俶倝乮俹乯乛俙倳偵俽値侽丏俆俙倗侽丏俆俠倳偱偼傫偩晅偗偝傟偨憡屳愙崌晹偺宍惉偝傟偨旝嵶峔憿

丂丂俠倳俇俽値俆偲俙倗俁俽値棻巕偑斾妑揑戝偒側俽値僙儖偺廃埻偺嬒堦偵暘晍丅
丂丂俷俽俹傪宍惉偟偨俠倳僷僢僪偵俽値侽丏俆俙倗侽丏俆俠倳偱偼傫偩晅偗偝傟偨憡屳愙崌晹偺宍惉偝傟偨旝嵶峔憿

丂丂傛傝懡偔偺戝偒偄俠倳俇俽値俆丂俬俵俠偑暘嶶丅
丂丂偙偺傛偆側旝嵶峔憿偺堘偄偼俹倂俛偺僷僢僪偲晹昳偺嬥懏壔憌偑梟梈偼傫偩偲愙怗偟偰梟夝
丂偡傞偙偲偺塭嬁偵傛傞丅俶倝偼俆侽攞埲忋俠倳傛傝梟夝懍搙偑抶偄丅
丂丂柍揹夝俶倝乮俹乯乛俙倳偵俽値侽丏俆俙倗侽丏俆俠倳偱偼傫偩晅偗偝傟偨憡屳愙崌偺嬅屌嫇摦

丂丂俽値偑弶徎丅
丂丂俷俽俹傪宍惉偟偨俠倳僷僢僪偵俽値侽丏俆俙倗侽丏俆俠倳偱偼傫偩晅偗偝傟偨憡屳愙崌偺嬅屌嫇摦

丂丂弶徎偼俠倳俇俽値俆丅
丂丂儕僼儘乕夁掱偺椻媝懍搙偼暯峵偺応崌傛傝旕忢偵懍偄偐傜幚嵺偺嬅屌夁掱偼暯峵嬅屌偲
丂庒姳偙偲側傞丅
俁丏俁丂奅柺斀墳惗惉暔
丂丂揹巕婡婍偱偼堦斒揑側婎嵽嵽椏丄旐枌丄嬥懏壔憌偼俽値偲偼傫偩乛摫懱奅柺偱俬俵俠傪宍惉偡傞丅
丂丂奅柺偱偺敄偔偰楢懕揑俬俵俠憌宍惉偼椙偄擥傟丄寢崌偺杮幙揑梫審偩偑丄俬俵俠偼杮幙揑偵惼偄偺偱岤偡偓傞
丂俬俵俠憌偼偼傫偩憡屳愙崌偺怣棅惈傪楎壔偝偣傞丅
丂丂俬俵俠憌宍惉偼尨懃丄梟夝丄壔妛斀墳丄嬅屌偺俁偮偺楢懕揑抜奒傪宱傊丄偦偺廳梫搙偼摫懱嬥懏偺梟夝搙偵傛傞丅
丂丂梟夝偱愙怗嬥懏晅嬤偺梟梈偼傫偩偑夁朞榓偵側傞偲俬俵俠偑宍惉偝傟丄峏側傞愙怗嬥懏偺梟夝傪堷偒婲偙偡丅
丂丂偙偺傛偆側俬俵俠斀墳峔憿偼俀偮偺晹暘傛傝側傞丅
丂丂婎嵽偺椬偵斾妑揑敄偄扨堦憡憌偑偦偺忋偵帪偵偼岤偄晄婯懃側俀憡乮偁傞偄偼偼傫偩亄俬俵俠乯憌偑偁傞丅
丂丂俀憡乮偁傞偄偼偼傫偩亄俬俵俠乯憌偼梟夝検憹壛偵傛偭偰憹壛偡傞傛偆偵尒偊傞丅
丂丂傾僙儞僽儕偺曐娗拞偁傞偄偼巊梡偱俬俵俠偼岤偔側傝丄摿偵摦嶌壏搙偑幒壏傛傝崅偄偲偦偆偱偁傞丅
丂丂偼傫偩偺嬊晹暯峵忦審偼侾偮偁傞偄偼偦傟埲忋偺惉暘偺屚妷偱嬊晹揑偵曄壔偡傞丅
丂丂偙偺偨傔憡曄壔偑惗偠怴偟偄憡屳愙崌旝嵶峔憿偲側傞丅
俁丏俁丏侾丂俠倳摫揹僷僢僪偲俽値婎偼傫偩娫偺壔崌暔
丂丂俹倐僼儕乕偺儕僼儘乕偺揟宆揑僺乕僋壏搙偺俀係侽亅俀俆侽亷廃曈偱偼俠倳俇俽値俆偑塼懱俽値乥俠倳摫懱奅柺偱嵟弶偵宍惉偝傟傞丅
丂丂嬒堦側俠倳俇倱値俆憌乮扨堦憡憌乯偵壛偊偰嬊晹揑慻惉揑夁椻偵椼婲偝傟偰俀憡憌乮俠倳俇倱値俆亄俽値乯憌偑扨堦憡憌偵椬偟偰宍惉偝傟偆傞丅
丂丂擬椡妛揑偵偼俠倳偲俠倳俇俽値俆偺娫偵偼俠倳俁俽値憡偑偁傞偼偢偱丄懡偔娤嶡偝傟傞偑俠倳俇俽値俆傛傝旕忢偵敄偔宍惉偵挿偄愙怗帪娫偑昁梫丅
丂丂丂侾俀俆亷丄侾侽侽侽帪娫傾僯乕儖偺揹夝俠倳乛俽値奼嶶懳

俁丏俁丏俀丂巊梡拞偱偺俽値亅俠倳丂俬俵俠憌偺恑揥
丂丂俠倳偼俠倳俇俽値俆偲暯峵偱偼側偄偐傜偙偺俬俵俠懷偱偺斀墳偼屌懱奼嶶偱宲懕偟俠倳僷僢僪偲俠倳俇俽値俆偺娫偵俠倳俁俽値偑宍惉偝傟傞丅
丂丂偼傫偩晅偗拞偵惗偠傞俠倳俁俽値憌偼俠倳俇俽値俆偵斾傋偰旕忢偵敄偄偑屌懱傾僯乕儖偱偙傟傜偺憌偺岤傒偼憹壛偡傞丅
丂丂俇侽亅俀侽侽亷偱偼俠倳俇俽値俆偺惉挿懍搙偼俠倳俁俽値傛傝懍偄偑晹暘揑偵俠倳俇俽値俆傪媇惖偵偟偰俠倳俁俽値偼惉挿偡傞丅
丂丂俠倳俁俽値偱偺俠倳偺奼嶶懍搙偼俽値傛傝俁攞懍偄偺偱屌懱傾僯乕儖偱Kirkendall儃僀僪偑俠倳乥俽値斀墳懳偱惗偠傞偲曬崘偝傟偰偄傞丅
丂丂儃僀僪検偼俠倳偺庬椶偵傛傞丅
丂丂崅弮搙俠倳偱偼旕忢偵傑偽傜側儃僀僪偑娤嶡偝傟丄揹夝丄柍揹夝俠倳偱偼儃僀僪偼梕堈偵尒傜傟傞丅
俁丏俁丏俁丂懠偺嬥懏壔憌宯
丂丂俠倳埲奜偵俶倝丆俙倳丆俙倗側偳偑俹倂俛傗晹昳嬥懏壔憌偲偟偰巊梡偝傟傞丅
丂丂俀俆侽亷晅嬤偱偼塼懱俽値乥俶倝摫懱奅柺偱偼俶倝俁俽値係偑嵟弶偵宍惉偝傟傞丅
丂丂俶倝偺塼懱俽値傊偺梟夝懍搙偼俠倳傛傝旕忢偵彫偝偔丄偼傫偩晅偗拞偵宍惉偝傟傞俶倝丂俬俵俠偼堦斒揑偵俠倳丂俬俵俠傛傝旕忢偵敄偄丅
丂丂摿偵乮俶倝俁俽値係亄俽値乯俀憡憌偼捠忢懚嵼偟側偄偐旕忢偵敄偄丅
丂丂埲忋偼俠倳旕娷桳偼傫偩偩偑丄俠倳娷桳偼傫偩偱偼忬嫷偼曄傢傝丄乮俠倳丆俶倝乯俇俽値俆偑嵟弶偵宍惉偝傟傞丅
丂丂偼傫偩偺俠倳検偑栺侾尨巕亾偵掅壓偡傞偲乮俶倝丆俠倳乯俁俽値係亄乮俠倳丆俶倝乯俇俽値俆亄俽値丂俁憡椞堟偲側傞偺偱椉俬俵俠憡偑宍惉偝傟傞丅
丂丂栺侽丏俈尨巕亾偺側傞偲乮俶倝丆俠倳乯俁俽値係偑嵟弶偵宍惉偝傟傞丅
丂丂俠倳検偵傛傝俶倝忋偵偼乮俶倝丆俠倳乯俁俽値係丄乮俠倳丆俶倝乯俇俽値俆偁傞偄偼偦偺椉曽偑宍惉偝傟偆傞丅
丂丂屌懱斀墳偱偼俶倝俁俽値係偩偗偑宍惉偝傟丄挿帪娫傾僯乕儖偱傕懠偺憌偼専弌偱偒側偄丅
丂丂俙倳偺応崌丄梟夝偼嵟傕懍偄丅
丂丂俀憡憌乮俙倳亅俽値丂俬俵俠亄俽値乯偼扨堦憡俬俵俠憌傛傝旕忢偵岤偄丅
丂丂俙倳憌偑敄偄偲姰慡偵梟夝偟丄俙倳俽値係偑偼傫偩拞偵恓忬憡偲偟偰柍拋彉偵暘晍丅
丂丂俙倗傕梟夝懍搙偼崅偄丅
丂丂俬俵俠憡偼俙倗俁俽値丅
丂丂俙倗婎懱偑岤偄偲俬俵俠偼尦偺昞柺偵楢懕憌偲偟偰宍惉偝傟丄俀憡憌乮俙倗亅俽値丂俬俵俠亄俽値乯偼扨堦憡俬俵俠憌傛傝旕忢偵岤偄丅
丂丂昞柺張棟偺俙倗偼僶儖僋偼傫偩拞偵俙倗俁俽値俬俵俠偲側傞丅俙倗丂俬俵俠偼斾妑揑戝偒側敄曅忬偲側傞丅

丂丂俽値俙倗俹倐乮俁丏俆亾俙倗乯偺嬅屌峔憿

俁丏係丂曄宍峔憿乮僗儕僢僾偲憃徎壔偵傛傞乯
俁丏俆丂夞暅丄嵞寢徎丄偲棻惉挿
係丏丂俠俽俹偺擬僒僀僋儖偲棊壓怣棅惈
丂俽値侽丏俀俙倗侽丏係俠倳僶儞僾


係丏侾丂擬僒僀僋儖
丂丂丂偼傫偩儁乕僗僩丗俽俙俠係侽俆丄俁俉俈丄俁俆俈俆
丂丂丂亅係俆乣侾俀俆亷丄曐帩侾俆暘

丂丂丂俶倝乮俹乯乥俙倳乮倎乯偲俠倳乥俷俽俹偺婽楐宱楬乮倐乯丂
仏拲丗俶倝乮俹乯乥俙倳偼俹倂俛懁偵俶倝乮俹乯傪巊梡偟偨僒儞僾儖丄俠倳乥俷俽俹偼俹倂俛懁偵俠倳乥俷俽俹傪巊梡偟偨僒儞僾儖偲偄偆偙偲偱
丂壓恾抐柺偺愙崌奅柺偺僷僢僪傪堄枴偟側偄丅晹昳懁僷僢僪偼偳偪傜傕摨偠丅乮忋偺恾嶲徠乯

丂丂偳偪傜傕偼傫偩憡屳愙崌晹偺婽楐丅
丂丂怣棅惈惈擻偺堘偄偼僶儖僋偼傫偩偲旝嵶峔憿恑揥偺嵎丅
丂丂丂擬僒僀僋儖拞偱偺偼傫偩憡屳愙崌偺旝嵶峔憿偺恑揥

丂丂曄宍偱嵞寢徎偑桿婲偝傟傞丅
丂丂侾侽侽侽僒僀僋儖偱僱僢僋晹偑嵞寢徎丅
丂丂俠倳乥俷俽俹偺旝嵶峔憿偼懡偔偺斾妑揑戝偒側俠倳俇俽値俆弶徎傪娷傒丄嵞寢徎奐巒傪懀恑丅
丂丂嵞寢徎棻娫偺崅孹妏棻奅偱棻娫婽楐偺妀惗惉偲揱攄偟傗偡偄丅
丂丂偦偺偨傔俠倳乥俷俽俹偑懍偔攋夡丅
係丏俀丂棊壓帋尡
丂丂丂偼傫偩儁乕僗僩丗俽俙俠俁俉俈

丂丂丂亙乮俠倳丆俶倝乯俇俽値俆宱桼偺晹昳懁攋夡丗俠倳乥俷俽俹丂拲丗奅柺偼敄偄俶倝乛俙倳亜

丂丂丂亙乮俠倳丆俶倝乯俇俽値俆壓偺俹倂俛懁攋夡丗俶倝乮俹乯乥俙倳亜

丂丂棊壓帋尡偺攋夡儌乕僪偼擬僒僀僋儖偲旕忢偵堎側傞丅

丂丂幒壏偼侽丏俇俿倣偱慪惈曄宍偼嫮偔傂偢傒懍搙埶懚丅
丂丂擬僒僀僋儖乮乣侾侽亅俁乛倱乯傛傝棊壓帋尡乮乣侾侽亅係乛倱乯偱偼傫偩愙崌嫮搙旕忢偵戝丅
丂丂偦偺偨傔偼傫偩愙崌偺墳椡偺嫮搙偲暘晍傕堎側傞丅
丂丂桳尷梫慺朄偵傛傞偲墳椡偑憹壛偡傞偩偗偱側偔晹昳懁偵廤拞丅
丂丂棊壓帋尡偱偺偼傫偩憡屳愙崌偺崅棳摦墳椡偺偨傔俬俵俠憌偼尠挊偵擬僒僀僋儖傛傝崅墳椡傪宱尡偡傞丅
丂丂摨偠寁嶼偱俹倂俛懁偺偼傫偩乥僷僢僪憡娫墳椡偼晹昳懁偺敿暘傛傝彫偝偄丅
丂丂偼傫偩偺堷挘傝嫮搙偼俬俵俠偺攋夡嫮搙傪挻偊俬俵俠憌撪傪攋夡偼揱攄丅
丂丂丂亙棊壓帋尡屻偺僶儖僋偼傫偩峔憿丗婡夿揑憃徎亜

丂丂棊壓帋尡僒儞僾儖偵偼嵞寢徎偼娤嶡偝傟側偄丅
丂丂棊壓帋尡偱偼偼傫偩憡屳愙崌偺嫮搙偑憹壛偟尠挊側慪惈曄宍偼偍偒側偄丅
丂丂傂偢傒懍搙憹壛偱憃徎婡峔偑妶惈壔偝傟傞丅
丂丂崅墳椡側憡屳愙崌椞堟偵憃徎偑揟宆揑偵娤嶡偝傟傞丅
丂丂丂亙俶倝乮俹乯乛俙倳偺斀墳憌偺俿俤俵亜

丂丂俹倂俛懁奅柺偺墳椡偼晹昳懁傛傝旕忢偵彫偝偄偑俶倝乮俹乯乥俙倳偼傫偩憡屳愙崌偺庡梫攋夡儌乕僪偼
丂俹倂俛懁偺乮俠倳丆俶倝乯俇俽値俆偺壓丅
丂丂俶倝乮俹乯乛俙倳偺攋夡宱楬偼偄偮傕俠倳乛俷俽俹傛傝旕忢偵暯妸偱恀偭捈偖丅
丂丂俶倝乮俹乯乛俙倳偵宍惉偝傟傞俬俵俠憌偼暋嶨側懡憌峔憿偲側傞丅
丂丂丂亙攋夡楬偵悅捈側倃慄儔僀儞僾儘僼傽僀儖亜

丂丂攋夡揱攄偼俶倝僷僢僪偲乮俠倳丆俶倝乯俇俽値俆娫偺偳偙偐丅
俹倂俛昞柺張棟偺塭嬁
丂俀兪倣俶倝乮俹乯乛乣侽丏侽俀兪倣俙倳丄儁乕僗僩丗俽値係丏侽俙倗侽丏俆俠倳丄俽値俁丏俉俙倗侽丏俈俠倳丄俽値俁丏俆俙倗侽丏俈俆俠倳
丂僶儞僾丗俽値侽丏俀俙倗侽丏係俠倳

丂庻柦偼俀侽亾掞峈憹丄亅係俆乣侾俀俆亷丄侾俆暘曐帩


丂丂攋夡偼晹昳懁







婡夿揑徴寕晧壸忦審偱偺俠俽俹憡屳愙懕偺怣棅惈
丂丂俽俙俠僶儞僾丄儁乕僗僩俽俙俠俁俉俈
丂丂俹倂俛偼俷俽俹偲俶倝乮俹乯乛乣侽丏侽俀兪倣俙倳
丂丂晹昳懁嬥懏憌偼揹婥壔妛俶倝乛俙倳仺偼傫偩晅偗偱乮俠倳丆俶倝乯俇俽値俆丂俬俵俠宍惉
丂丂亙曄宍懍搙偲墳椡暘晍亜

丂丂棊壓帋尡偺攋夡儌乕僪
丂丂丂晹昳懁奅柺偺乮俠倳丆俶倝乯俇俽値俆丂俬俵俠撪
丂丂丂俹倂俛懁奅柺偺俠倳俇俽値俆丂俬俵俠撪乮俠倳丂俷俽俹傾僢僙儞僽儕乯
丂丂丂俹倂俛懁偺乮俠倳丆俶倝乯俇俽値俆偺壓乮俶倝乮俹乯傾僢僙儞僽儕乯
丂丂丂俹倂俛偺偼傫偩晅偗僷僢僪壓偺庽帀旐暍俠倳愊憌乮僷僢僪壓愊憌斅偊偖傟乯
丂丂丂亙俠倳乥俷俽俹傾僢僙儞僽儕亜

丂丂丂忋丗揹婥壔妛俶倝乛俙倳丄壓丗俠倳乛俷俽俹
丂丂丂亙俶倝乮俹乯乥俙倳傾僢僙儞僽儕亜

丂丂俹倂俛懁俬俵俠憌偵尩偟偄婽楐
丂丂丂亙俹倂俛偺愊憌斅婽楐亜

崅懍婡夿晧壸乮棊壓帋尡乯丂
丂俠俽俹僒僀僘偺俽値亅侽丏俀俙倗侽丏係俠倳僶儞僾俛俧俙丄宎俆侽侽兪倣丄俉侽侽兪倣僺僢僠丄僶儞僾悢侾係係
丂俹倂俛僷僢僪偼俷俽俹偲俶倝乮俹乯乛侽丏侽俀兪倣俙倳丄俹倂俛愙崌儁乕僗僩丗俽俙俠俁俉俈丄揹婥掞峈儌僯僞
丂晹昳懁倀俛俵丗乣侽丏俇亅侽丏俉兪倣揹婥壔妛俶倝乛僼儔僢僔儏俙倳




仏揹婥壔妛俶倝忋偵宍惉偝傟偨乮俠倳丆俶倝乯俇俽値俆



婡夿揑徴寕晧壸乮棊壓帋尡乯
丂丂偼傫偩儁乕僗僩丗俽俙俠俁俉俈
丂丂俰俤俽俢俀俀亅俛侾侾侾忦審俛乮僺乕僋尭懍搙侾俆侽侽俢丄僷儖僗暆侽丏俆倣倱乯
丂丂婎斅俙倗丗侽丏俆乣侽丏俈兪倣壔妛俙倗




丂丂廬棃偲堎側傞攋夡儌乕僪仺晹昳偺悺朄偲峔憿偑堎側傞丅
僾儗僛儞丂
丂丂丂亙傂偢傒懍搙偵傛傞墳椡暘晍曄壔偲攋夡儌乕僪亜

丂棊壓傊偺壏搙偺塭嬁丂
丂俠俽俹丄僶儞僾丗俽俙俠係侽俆丄俙倢乛俶倝乮倁乯乛俠倳丄偼傫偩儁乕僗僩丗俽俙俠俁俉俈




丂兣丗摿惈庻柦丄兝丗宍忬僷儔儊乕僞


丂婽楐妀惗惉応強偼帋尡壏搙偵娭傢傜偢摨偠丄倀俛俵偲桿揹懱憌乮儀儞僝僔僋儘僽僥儞俛俠俛乯偺娫丅
丂傑偢俙倢乥俛俠俛奅柺偵増偭偰揱攄偟丄偮偄偱俙倢憌娫傪俀侽乣俁侽兪倣丄嵟屻偵俬俠憌偼僶儖僋偼傫偩偵挼傇丅


丂丂壏搙忋徃偱婽楐揱攄宱楬偼曄壔偡傞丅
丂丂幒壏偱偼晹昳懁乮俠倳丆俶倝乯俇俽値俆丂俬俵俠憌丄壏搙忋徃偱彊乆偵婽楐揱攄宱楬偼僶儖僋偼傫偩偵曄壔丅

丂丂壏搙忋徃偱偼傫偩偺嫮搙偼掅壓偟丄慪惈曄宍偱憡屳愙崌偺嵟戝墳椡偼尭彮丅
丂丂俹倂俛偺崉惈傕壏搙忋徃偱掅壓丄偟偐偟壏搙偼嬊嵼壔偟偰偄傞偨傔偵崉惈掅壓傕嬊嵼壔丅
丂丂偙偺傛偆側墳椡掅壓偱攋夡儌乕僪偼俬俵俠憌婽楐偐傜僶儖僋偼傫偩婽楐傊曄壔丅
丂徃壏偵傛傞婡夿揑徴寕偱偺偼傫偩憡屳愙崌偺攋夡儌乕僪乮怳摦偲棊壓乯
丂偼傫偩儁乕僗僩俽俙俠俁俉俈丄婎斅俷俽俹
丂棊壓帋尡偼俉俀們倣丄僺乕僋抣侾俆侽侽俧丄僷儖僗暆侽丏俆倣倱丅
丂怳摦帋尡偼棊壓帋尡偲摨偠傂偢傒傪梌偊傞怳暆偺俽俬俶攇丅
丂亙棊壓偲怳摦偺傂偢傒亜


丂丂丂亙帋尡寢壥亜


丂崅壏偱偼傂偢傒懍搙岠壥偑彮側偔丄傛偔側傞偼偢偩偑丄

丂丂壏搙忋徃偱俹倂俛偺傂偢傒偼憹壛丅
丒攋夡儌乕僪
丂丂棊壓偲怳摦偺攋夡儌乕僪偼摨偠丅
丂丂晹昳懁俬俵俠憌婽楐偲俠倳僷僢僪壓偺庽帀僐乕僩俠倳偺婽楐偑妋擣偝傟傞丅
丂丂俬俵俠婽楐偩偗偑揹婥揑屘忈傪婲偙偡丅
丂丂俬俵俠婽楐偼
丂丂丂俠倳俇俽値俆丂俬俵俠憌
丂丂丂偼傫偩偲俠倳俇俽値俆偺奅柺
丂丂丂俠倳俇俽値俆丂俬俵俠憌晅嬤偺偼傫偩
丂偺俁偮偑擣傔傜傟敪惗偼俬俵俠憌偺宍懺偵戝偒偔埶懚丅



俽俙俠亄俛倝丄俶倝丂棊壓偲壏搙丂
丂丂侾乯丂棊壓怣棅惈偼壏搙偲偲傕偵尭彮丅丂
丂丂俀乯丂俠倳乛俷俽俹 PWB偑俶倝乮俹乯乛俙倳丂俹倂俛傛傝椙偄丅
丂丂俁乯丂幒壏偱偼俽値俙倗俠倳俶倝偑俠倳乛俷俽俹 俹倂俛偱嵟傕椙偔丄俽値俙倗俠倳偼俶倝乮俹乯乛俙倳丂俹倂俛偱嵟傕椙偄丅
丂丂攋夡儌乕僪偼
丂丂丂丂丂俽値俙倗俠倳偲俽値俙倗俠倳俛倝偺攋夡儌乕僪偼壏搙偱憡屳愙崌奅柺婽楐偐傜俠倳攝慄婽楐傊曄壔丅
丂丂丂丂丂俽値俙倗俠倳俶倝偺攋夡儌乕僪偼壏搙丄僷僢僪嵽椏偵娭傢傜偢俠倳攝慄婽楐丅
丂丂偼傫偩偵傛傞堘偄偼
丂丂丂丂丂俠倳乛俷俽俹 俹倂俛丒丒丒俽値俙倗俠倳偲俽値俙倗俠倳俶倝偑摨摍偱俽値俙倗俠倳俛倝傛傝桪傟偰偄傞丅
丂丂丂丂丂俶倝乮俹乯乛俙倳丂俹倂俛丒丒俽値俙倗俠倳偑嵟傕怣棅偱偒丄俽値俙倗俠倳俛倝偑偙傟偵師偓丄俽値俙倗俠倳俶倝偑嵟傕楎傞丅
丂丂丂丂徃壏偱偼俹倂俛僷僢僪揹嬌偵傛傜偢俽値俙倗俠倳偑嵟慞偱俽値俙倗俠倳俶倝偑嵟埆丅
丂丂兝抣乮儚僀僽儖嬋慄偺孹偒乯偱攋夡儌乕僪偑暘偐傟傞
丂丂丂崅兝乮俁丏俉埲忋乯丒丒丒偡傋偰僷僢僪抂偺俠倳攝慄婽楐丂
丂丂丂掅兝乮侾丏俋埲忋乯丒丒丒俹倂俛曐岇枌偵埶懚
丂丂丂丂丂丂俠倳乛俷俽俹丂俹倂俛傾僢僙儞僽儕丒丒丒丂丂晹昳懁俬俵俠憌丄乮俠倳丆俶倝乯俇俽値俆丂俬俵俠憌撪傪婽楐揱攄丅
丂丂丂丂丂丂丂仏晹昳懁倀俛俵偼柧婰側偄偑椉曽偲傕懠摨條偵俶倝乛俙倳偲巚傢傟傞丅
丂丂丂丂丂丂俶倝乮俹乯乛俙倳丂俹倂俛傾僢僙儞僽儕丒丒丒丂俶倝乮俹乯偲乮俠倳丆俶倝乯俇俽値俆偺娫偺旕忢偵嫹偄斀墳懷丅
丂丂丂幒壏偱偼偡傋偰掅兝丄堦曽侾侾侽亷偱偼偡傋偰崅兝
丂丂崅曄宍懍搙偱偺壏搙偺塭嬁
丂丂丂崅俽値偼傫偩偼傂偢傒懍搙峝壔傪婲偙偡丅
丂丂丂偦偺寢壥墳椡偼奅柺晅嬤偺偼傫偩憡屳愙崌抂偵廤拞偟俬俵俠憌偺惼惈攋夡嫮搙傪挻偊傞丅
丂丂丂徃壏偵傛傞俹倂俛偺嬋偘憹壛偲偼傫偩憡屳愙崌嫮搙掅壓偱偼傫偩憡屳愙崌偺墳椡暘晍偑曄壔丅
丂丂丂偙偺偨傔晹昳懁奅柺椞堟偺堷偒攳偑偟墳椡偑掅壓偟丄俹倂俛俠倳攝慄偺慪惈傂偢傒憹壛丅








| 栠丂傞 | 栚丂師 |